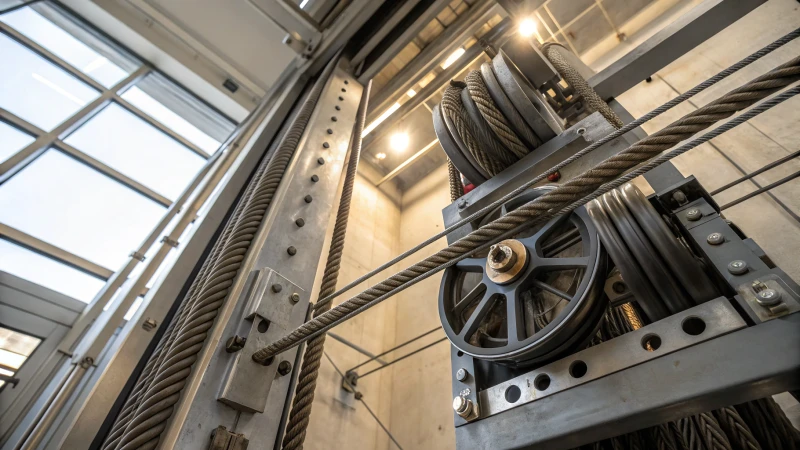
Elevator Steel Wire Rope
Elevator wire rope is a critical load-bearing component designed to suspend the elevator car and counterweight. It facilitates movement through friction between the traction wheel and the rope.
Functional Positioning
⚙️
Load-bearing: Bears the entire weight of the car, load, counterweight, and the rope itself.
⚙️
Drive: Transmits power via friction with the traction wheel to drive the elevator system.
⚙️
Wearing parts: Subjects to constant bending and friction, making it a high-maintenance essential part.
Structural Composition
A standard elevator wire rope consists of three primary elements:
- Steel Wire: The basic unit providing high strength and toughness.
- Strand: Multiple wires twisted together. 8-strand configurations offer superior flexibility compared to 6-strand options.
- Rope Core: Located centrally to support strands. Options include Fiber Core (Sisal/Synthetic) for flexibility and oil storage, or Steel Cores (IWRC/CSC) for heavy-duty applications.
Technical Requirements & Classification
✔
High Strength: Necessary to withstand full operational loads safely.
✔
Flexibility: Adapts to repeated bending around traction and guide wheels.
✔
Types: Includes Suspension ropes (8x19S), Speed Governor ropes, and Compensation ropes.
Technical Datasheet
Minimum Breaking Load Reference Table
| Nominal Diameter (mm) |
Approx. Weight (kg/100m) |
Dual Tensile (MPa) |
Single Tensile (MPa) |
| 1320/1770 |
1370/1770 |
1570/1770 |
1570 (kN) |
1620 (kN) |
1770 (kN) |
| 6.3 | 13.5 | 16.4 | 17.4 | 19.1 | 18.3 | 18.8 | 20.6 |
| 8.0 | 21.8 | 26.5 | 28.1 | 30.8 | 29.4 | 30.4 | 33.2 |
| 9.0 | 27.5 | - | 35.6 | 38.9 | 37.3 | - | 42.0 |
| 10.0 | 34.0 | 41.3 | 44.0 | 48.1 | 46.0 | 47.5 | 51.9 |
| 12.0 | 49.0 | 59.5 | 63.3 | 69.2 | 66.2 | 68.4 | 74.7 |
| 13.0 | 57.5 | 69.8 | 74.3 | 81.2 | 77.7 | 80.2 | 87.6 |
| 16.0 | 87.0 | 106 | 113 | 123 | 118 | 122 | 133 |
Allowable Tolerance Data
| Condition |
Diameter < 10mm |
Diameter > 10mm |
| Zero Load (Max) |
+3% |
+2% |
| With Load (Min) |
-1% |
-1% |
Frequently Asked Questions
Q: What is the main difference between 6-strand and 8-strand elevator ropes?
A: 8-strand ropes typically offer better flexibility and a smoother contact surface with the traction wheel, whereas 6-strand ropes may offer slightly higher wear resistance due to larger individual wire diameters.
Q: Why are fiber cores used in elevator wire ropes?
A: Fiber cores (like sisal or synthetic fibers) increase the flexibility of the rope and serve as a reservoir for lubricating oil, which reduces internal friction during operation.
Q: What are suspension wire ropes used for?
A: Suspension ropes are specifically designed to support the weight of the elevator car and its passengers, connecting it directly to the counterweight system.
Q: What is the significance of "Dual Tensile" in the datasheet?
A: Dual tensile refers to wires within the same strand having different tensile strengths, usually with harder outer wires for wear resistance and tougher inner wires for fatigue resistance.
Q: How does diameter tolerance affect elevator safety?
A: Precise diameter tolerance ensures the rope fits correctly in the traction sheave grooves. Excessive deviation can lead to uneven wear or slippage, compromising the drive efficiency.
Q: When should an elevator wire rope be replaced?
A: Replacement is necessary when the rope shows significant wear, broken wires exceeding safety limits, or a reduction in nominal diameter beyond the allowable tolerance.